
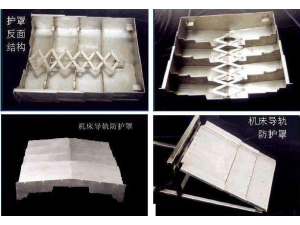


三菱机床650加工中心Y轴前后钢板防护罩
选青岛恒益盛泰十六年老品牌,质量好,值得信赖!可以根据客户提供的样品,图纸进行生产、改装,亦可上门进行测量,安装,维修。尽我们大的努力,做到让每位客户满意,我厂所有产品售出后,均有相关售后人员对客户进行跟踪服务,在客户遇到问题的*时间,*时间为客户排忧解难,“质量di一,服务至上”一直是我们不忘努力的根本,期待更多的客户选择我们。

客户的信赖,是我们大的动力!

直线导轨风琴防护罩具有的特性:1. 此类护罩具有不怕脚踩、硬物冲撞不变形、寿命长、密封好和运行轻便等特点; 2.护罩行程长,压缩小,长度的比值为1:10; 3. 此折叠护罩中zui的一种形式,它能弥补各种护罩解决不了的问题。这类护罩在占有*地位。 4. 该产品使用专用的材料,耐冷却剂,防油、砂轮沫和铁肖等等;
产品特点详情:
1.钢板防护罩坚固耐用,运行平稳,外形美观。
2.钢板防护罩适宜高速运动机床导轨防护既平稳又无振动噪音。
3.钢板防护罩装置不但保护护板的使用寿命,更重要的是保证了机床精密度。
4.钢板防护罩每一节护板同时平行拉开,并同时平行缩回,运行自如。
5.钢板防护罩不会使护板脱节,有撞击声,既美观又提高了护板的使用寿命。
6.在原密封胶条的基础上又加盖了一层不锈钢盖板,防止铁屑高温烧伤胶条擦入轨面拉伤导轨。
油缸活塞杆橡胶保护套增加美观。此产品采用优质弹簧钢带经热处理制造而成,在工作中运行稳定、伸缩自如、噪音极低,其表面呈黑色光泽,与机床上大部分法兰协调。
三菱机床650加工中心Y轴前后钢板防护罩
钢板防护罩的日常维护保养方法:
1、每天检查X、Y、Z轴向的护罩表面,表面存在的各种切屑及其它的一些赃物,防止杂物的积存,检查运行的轨道是否达到润滑的要求,防止因润滑油不充实产生的巨大摩擦引起的损伤,看表面是不是很光滑,有无划痕的出现,作为提早发现的检测依据,这些是维护机床防护罩的重要工作。
2、定期擦油,钢板防护罩表面因加工过程中铁屑、切削的磨擦,难免出现细小的滑痕,出现滑痕后,护罩表面容易出现锈点,尤其夏季多雨潮湿的季节,一定要定期擦油,反复多擦几遍,一是可以防止护罩表面生锈,延长使用寿命,还可以达到润滑的效果。
3、钢板防护罩虽然材质坚硬,但是也不可上人踩踏,容易造成护罩变形,致使护罩脱节,甚至损伤导轨。

特殊的表面磨光会使其另外升值。我们可以为所有的机床种类提供相应的导轨防护类型(水平、垂直、倾斜、横向)。根据运行速度及导轨的不同我们所研制的防护罩结构也不同。运行速度10m/min之下的我们装有聚安脂或黄铜滑块。中等速度30m/min之下的我们装有滚轴。另外驱动板、刮屑板及吸屑板之间还需要用缓冲系统。滑块缓冲系统的目的是减少碰撞、噪音及摩擦。钢制伸缩式导轨防护罩的节数对其比例、重量及运行特性都很重要。每个单节都应尽可能的长。这样可以减少节数,降低成本。一般情况拉伸与压缩比例应在1和1之间。在客户的特殊要求下,在护罩的内部可加同动弹簧。速度可达200m/分钟!标准护罩使用在机床立柱和机床导轨上结构合理行走均匀坚固耐。
世界di一条数控生产线诞生于1968年。英国的毛林斯机械公司研制成了*条数控机床组成的自动线。不久,美国通用电气公司提出了"工厂自动化的先决条件是零件加工过程的数控和生产过程的程控"。于是,到1970年代中期,出现了自动化车间,自动化工厂也已开始建造。1970年至1974年,由于小型计算机广泛应用于机床控制,出现了三次技术突破。第yi次是直接数字控制器,使一台小型电子计算机同时控制多台机床,出现了"群控";第二次是计算机辅助设计,用一支光笔进行设计和修改设计及计算程序;第三次是按加工的实际情况及意外变化反馈并自动改变加工用量和切削速度,出现了自适控制系统的机床。









